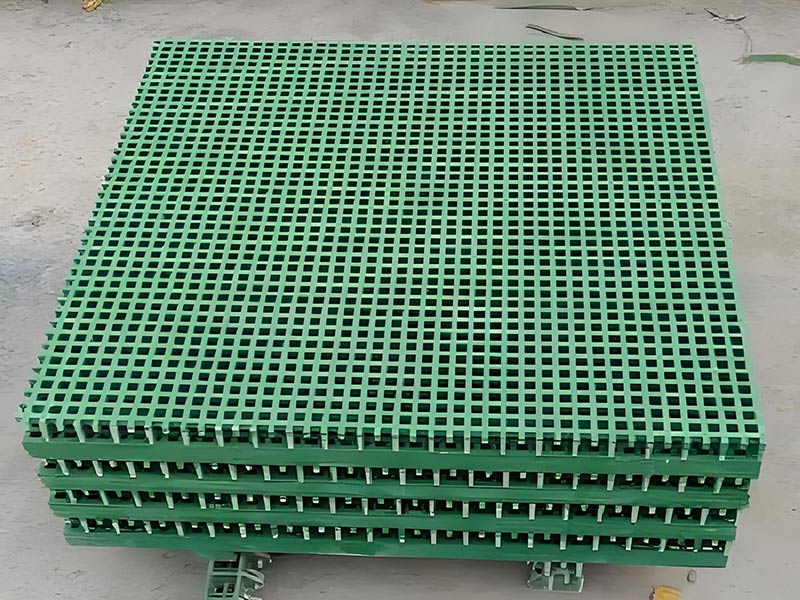
グラスファイバー製グレーチングボードは、炉から出したばかりの状態では、その外観に潤滑できれいな光沢がなく、期待される効果を得るためには加工が必要である。
グラスファイバー製グレーチングマシンの生産に使用されるグラスファイバー成形部品の品質は、製品の外観に大きな影響を与え、潤滑の程度とも密接な関係があります。これらの材料の品質に加えて重要なのは、金型の品質と耐用年数の総合的な技能性である。しかし、国内生産のグラスファイバー金型は、構造は良いが、他の先進国と比べると、製品の外観品質が悪く、金型材料、製造設備、条件も不足している。さらに重要なことは、ほとんどの国内メーカーは、一部の海外工場のようにこれらの細部を重要視しておらず、主に金型表面の精密加工の経験に頼っていることである。

グラスファイバー金型の外観加工技術を以下に紹介する:
1.水研ぎの方法 - 新旧のモードの革新、水研ぎには水サンドペーパーが使用されます。水サンドペーパーは水研ぎのスタート地点で使用され、通常は600から使用されます。一部のユーザーは、作業効率を向上させるために、直接400から400に研削する厚い水サンドペーパーを使用して、迅速に研削する。しかし、目の細かいサンドペーパーで研磨した後、目の粗いサンドペーパーの跡を研磨できなかった場合、再研磨が必要になるかどうかはわからない。そうすると、600から800、1000、1200、1500(あるいは2000)の人は負けてしまい、すべての努力が無駄になってしまう。
2.研磨する場合は、まず鋳型の上面を研磨し、次に電動研磨機で研磨し、その後、鋳型の表面を研磨するための粗いコーティングを施す。研磨機が円形スパイラル動作を開始したとき、鋳鉄を金型から排出しないでください。主な作業は粗研磨です。ここまでは一般的に言って、粗研磨が比較的スムーズに完了するには、少なくとも2つの鋳型を必要とする。その後、新版の粗い繊維を粗磨きし、細かい研磨と研磨剤を加え、上記の作業を繰り返す。研磨剤の厚みは、粗研磨の定盤の厚みとは異なり、各研磨機ごとに対応させるようにする。
3.金型を洗浄する。金型洗浄の際、研磨シーラントに含まれる残留油分や離型剤が金型に強固に付着することがあります。その後、ビークアンと金型を使って2回こする。2回目の金型洗浄では、ガーゼを使って金型表面をこすり、乾燥させた後、金型洗浄水を塗布して蒸発させ、完全に乾燥させます(約30分)。最後に、清潔な乾いたランプを使用する。

4.金型を閉じ、グラスファイバー製品の完成条件に従って、通常は3回目の研磨で完成とみなされる。しかし、金型の表面だけを磨くと、目に見えない穴がたくさん空いてしまいます。ファイバーグラスの精度を要求される場合、これらの小さな穴を塞ぐ必要があり、そうすることでファイバーグラスの精度を大幅に向上させ、プラスチックの補強をより高いレベルに到達させることができる。金型の表面にガーゼでシーリング材を均一に塗り、乾燥させ(約30~60分)、乾いたきれいな布で拭いて潤滑させる。新しい金型も4回シールしているが、古い金型に工夫があれば、2回シールすることもできる。
5.脱型の際、ガラス繊維製品の厚さによって異なる生産を行い、作業中に異なる脱型剤も選択する必要があります。鋳造成形ガラス繊維衛生陶器、約5ミリメートルのガラス繊維製品の厚さで、高温脱型ワックスや基板の厚さを使用する代わりに、ガラス硬化加熱。コンクリート剥離ワックスは、ガーゼで適量の剥離ワックスをフィルムに密着させて塗布するようにしてください。そしてガーゼを均等に絞り、型の外側に塗布する。こうすることで、均一性が確保されるだけでなく、剥離しきれなかったワックスが散らばらずに済み、乾燥させることができる(30~60分)。その後、ガーゼ袋を手できれいにし、拭くか研磨機で磨いてピカピカにする。使用前に新しい剥離ワックスを4~5倍の量を塗る。最初の10製品を脱型した後、各脱型後の最後のワックスを剥がすことができます。
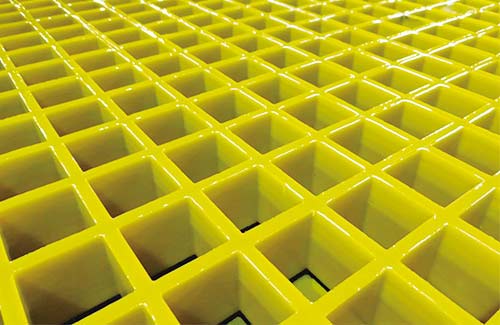
グラスファイバー製グレーチングパネルの完成速度、作業効率、脱型性能を向上させるため、一度脱型剤を塗布すれば、その製品の平坦度は非常に良好であり、ワックスの汚れによる洗浄のための脱型ワックスの繰り返し使用も避けることができる。脱型ワックス或いは再利用可能なきれいな脱型ワックスは長期保存後酸化しやすく、ガラス繊維製品に不必要な損傷を与える。以上がグラスファイバー製グレーチングパネルの表面処理工程の全内容である。