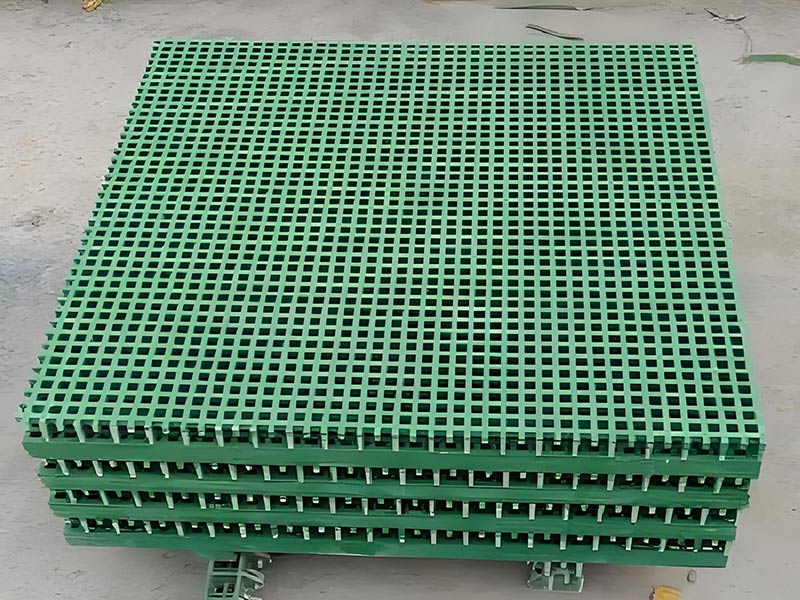
Когда решетчатая доска из стекловолокна только что вышла из печи, ее внешний вид не имеет смазанного и чистого блеска, и для достижения ожидаемого эффекта ее необходимо обработать.
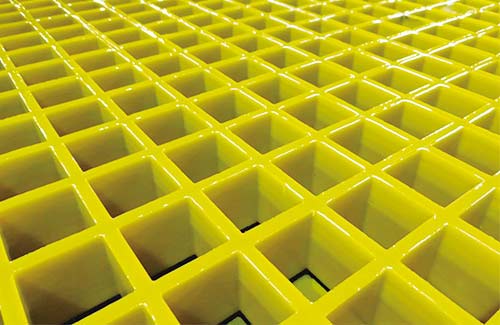
Качество стеклопластиковых формованных деталей, используемых в производстве стеклопластиковых решетчатых машин, оказывает значительное влияние на внешний вид изделий, а также тесно связано со степенью их смазки. Помимо качества этих материалов, важна общая квалификация пресс-формы, ее качество и срок службы. Однако отечественные стеклопластиковые формы имеют хорошую структуру, но по сравнению с другими промышленно развитыми странами качество внешнего вида изделий оставляет желать лучшего, как и отсутствие формовочных материалов, производственного оборудования и условий. Более того, большинство отечественных производителей не придают большого значения этим деталям, как это делают некоторые зарубежные заводы, и в основном полагаются на опыт в точной обработке поверхности формы.

Технология обработки внешнего вида стеклопластиковых форм представлена следующим образом:
1. Метод водного шлифования - инновация новых или старых режимов, для водного шлифования используется водяная наждачная бумага. Водяная наждачная бумага используется в начальной точке водного шлифования, обычно от 600. Некоторые пользователи, чтобы повысить эффективность работы, используют более толстую водяную наждачную бумагу для прямого шлифования от 400 до 400, быстро шлифуя. Но я не знаю, требуется ли повторная полировка следов от грубой наждачной бумаги после шлифовки мелкой наждачной бумагой. Тогда от 600 до 800, 1000, 1200, 1500 (или 2000) человек проиграл, и все его усилия оказались напрасными.
2. При полировке сначала отполируйте верхнюю поверхность формы, затем используйте электрическую полировальную машину для полировки, а затем нанесите грубое покрытие для полировки поверхности формы. Когда полировальная машина начинает круговую спиральную операцию, не выгружайте чугун из формы. Основная задача - грубая полировка. Пока, как правило, грубая полировка требует не менее двух форм, чтобы завершить ее относительно гладко. Затем грубо отполируйте грубые волокна новой плиты, добавьте тонкую полировку и полировочный агент и повторите операцию. Толщина полировочного средства отличается от толщины грубой пластины, и старайтесь, чтобы она соответствовала одной для каждой полировальной машины.
3. Очистите пресс-форму. Во время очистки формы остатки масла и разделительного средства в полировочном герметике могут прочно прилипнуть к форме. Затем дважды протрите пресс-форму с помощью Biquan. Во время второй очистки используйте марлю, чтобы протереть поверхность формы, высушите ее и нанесите воду для очистки формы, чтобы она испарилась и полностью высохла (около получаса). В завершение воспользуйтесь чистой сухой лампой.

4. Закройте форму, и в соответствии с требованиями к завершенности стеклопластикового изделия, оно обычно считается завершенным после третьей полировки. Однако, если полировать только поверхность формы, останется множество невидимых отверстий. В соответствии с требованиями к точности стекловолокна, нам необходимо заделать эти крошечные отверстия, чтобы точность стекловолокна значительно повысилась, а армирование пластика достигло более высокого уровня. Равномерно нанесите герметик на поверхность формы с помощью марли, затем высушите (около 30-60 минут), а затем протрите чистой сухой тканью, чтобы смазать. Новая пресс-форма также запечатывается четыре раза, но если старая пресс-форма инновационная, ее можно запечатать дважды.
5. При распалубке следует производить различные операции в зависимости от толщины изделий из стекловолокна, а также выбирать различные распалубочные агенты в процессе работы. Литье формованных стекловолоконных сантехнических изделий, с толщиной стекловолоконного изделия около 5 миллиметров, и стекло отверждения отопления вместо использования высокотемпературной распалубки воска или толщины подложки. Попробуйте нанести воск для снятия бетона с помощью марли, при этом соответствующее количество воска для снятия бетона должно плотно прилегать к пленке. Затем равномерно отожмите марлю и нанесите ее на внешнюю сторону формы. Это не только обеспечит равномерность, но и сэкономит много рассыпавшегося не снятого воска, дав ему высохнуть (30-60 минут). Затем очистите марлевый мешочек вручную и протрите его или отполируйте полировальной машинкой до блеска. Перед использованием нанесите 4-5-кратное количество нового разделительного воска. После того как первые 10 изделий будут распакованы, можно удалить последний воск после каждой распаковки.
Для повышения скорости изготовления, эффективности работы и производительности распалубки стекловолоконных решетчатых панелей, после покрытия их средством для распалубки, плоскостность таких изделий становится очень хорошей, и это также позволяет избежать повторного использования воска для распалубки для очистки из-за его загрязнения. Воск для формовки или многоразовый чистый воск для формовки склонен к окислению после длительного хранения, что приводит к ненужному повреждению изделий из стекловолокна. Выше приведено полное содержание процесса обработки поверхности для производства стекловолоконных решетчатых панелей.