Canal FRP para plantas químicas: Mejora de la seguridad y la durabilidad en entornos industriales
Las plantas químicas son la columna vertebral de los procesos industriales modernos y producen materiales esenciales para innumerables aplicaciones. Sin embargo, estos entornos son intrínsecamente difíciles, ya que están expuestos a productos químicos agresivos, temperaturas extremas y tensiones mecánicas constantes. Los materiales tradicionales utilizados en estos entornos sufren a menudo un importante desgaste, lo que conlleva riesgos para la seguridad y costosos tiempos de inactividad. Aquí es donde entran en juego los canales de polímero reforzado con fibra (FRP), que ofrecen una solución robusta para mejorar la seguridad y la durabilidad. Pero, ¿qué es exactamente lo que hace que los canales FRP sean tan eficaces y cómo pueden transformar los entornos industriales? Analicemos estas cuestiones en detalle.
¿Qué son los canales FRP y en qué se diferencian de los materiales tradicionales?
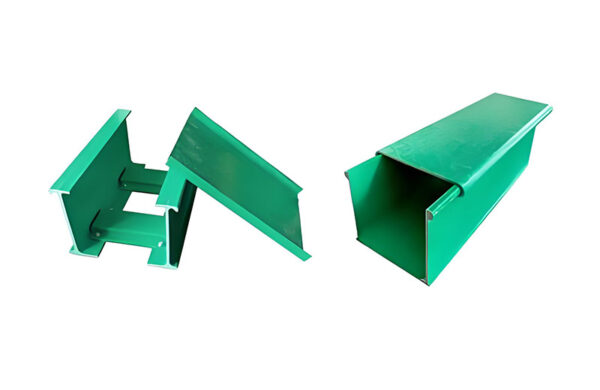
Los canales FRP, también conocidos como canales de polímero reforzado con fibra, son materiales compuestos hechos de una combinación de fibras (como carbono o vidrio) y una matriz de polímero. A diferencia de los canales metálicos tradicionales, los canales FRP ofrecen una resistencia superior a la corrosión, la erosión química y el estrés térmico. Esto los hace ideales para plantas químicas, donde la exposición a sustancias corrosivas es una amenaza constante. Además, los canales de FRP son mucho más ligeros que las alternativas metálicas, lo que reduce la carga sobre los soportes estructurales y minimiza las dificultades de instalación.
Principales ventajas de los canales FRP
- Resistencia a la corrosión: Los canales de FRP pueden soportar la exposición a ácidos, álcalis y otros productos químicos corrosivos sin degradarse.
- Ligero: Su peso reducido en comparación con los canales metálicos simplifica la manipulación y la instalación.
- Alta resistencia: A pesar de su ligereza, los canales de FRP presentan una resistencia notable, lo que los hace duraderos en entornos industriales exigentes.
- Baja conductividad térmica: Mantienen la integridad estructural en variaciones extremas de temperatura, garantizando un rendimiento constante.
Seguridad en las plantas químicas
La seguridad es primordial en las plantas químicas, donde las fugas, los fallos estructurales y otros peligros pueden tener graves consecuencias. Los canales de FRP desempeñan un papel crucial en la mitigación de estos riesgos al proporcionar una solución fiable y duradera para el transporte de fluidos y el soporte estructural.
Cómo mejoran la seguridad los canales FRP
- Evitar fugas: El diseño sin juntas de los canales de FRP minimiza el riesgo de fugas, que pueden provocar una peligrosa exposición a sustancias químicas.
- Reducir el mantenimiento: Con una vida útil más larga y resistencia al desgaste, los canales de FRP requieren menos mantenimiento, lo que reduce la probabilidad de fallos inesperados.
- Aislamiento mejorado: Su baja conductividad térmica evita la acumulación de calor, reduciendo el riesgo de accidentes relacionados con el calor.
Durabilidad y longevidad en entornos difíciles
Las plantas químicas operan en condiciones que degradarían rápidamente los materiales tradicionales. Los canales de FRP, sin embargo, están diseñados para resistir estos desafíos, garantizando la durabilidad y el rendimiento a largo plazo.
Ventajas a largo plazo de los canales FRP
- Vida útil prolongada: Los canales FRP superan a los canales metálicos en términos de longevidad, reduciendo los costes de sustitución a lo largo del tiempo.
- Resistencia a la erosión: Pueden soportar los efectos erosivos de los fluidos a alta velocidad, manteniendo la integridad estructural.
- Sostenibilidad medioambiental: Los canales FRP son reciclables, lo que los convierte en una opción ecológica para las prácticas industriales sostenibles.
Aplicaciones reales e historias de éxito
Empresas de todo el mundo ya se han beneficiado de la implantación de canales FRP en sus plantas químicas. Por ejemplo, un fabricante petroquímico líder sustituyó los canales de acero tradicionales por alternativas de FRP, lo que dio como resultado una reducción de 30% en los costes de mantenimiento y una disminución significativa de los incidentes relacionados con la corrosión. Del mismo modo, una empresa farmacéutica informó de la mejora de la eficiencia operativa y la mejora de las normas de seguridad después de actualizar a canales FRP.
Compartir opiniones: Opiniones de expertos
Los expertos del sector destacan el potencial transformador de los canales FRP. "Los canales de FRP no son sólo un sustituto de los materiales tradicionales; son una mejora que aporta una seguridad y durabilidad sin igual a los entornos industriales", afirma la Dra. Jane Smith, reputada científica de materiales. "Su capacidad para soportar condiciones duras sin degradarse los convierte en un cambio de juego para las plantas químicas".
Conclusiones: El futuro de la seguridad industrial y la durabilidad
A medida que las plantas químicas siguen evolucionando, la necesidad de materiales avanzados que mejoren la seguridad y la durabilidad se vuelve cada vez más crítica. Los canales FRP ofrecen una solución convincente, ya que abordan los retos a los que se enfrentan los materiales tradicionales al tiempo que proporcionan beneficios a largo plazo. Al invertir en canales FRP, las plantas químicas pueden garantizar operaciones más seguras, reducir los costes de mantenimiento y mejorar la eficiencia general. El futuro de los entornos industriales pasa por adoptar soluciones innovadoras como los canales FRP, que allanan el camino hacia prácticas industriales más seguras y sostenibles.