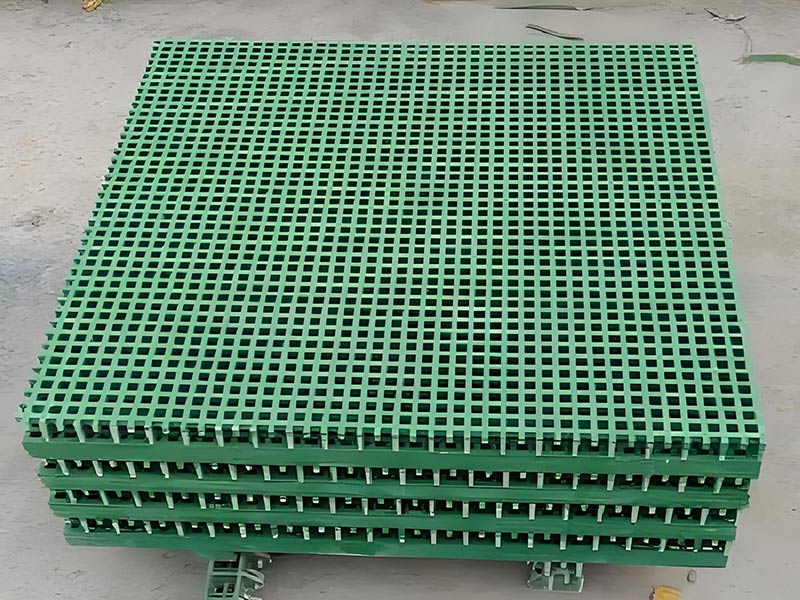
Cuando el tablero de rejilla de fibra de vidrio acaba de salir del horno, su aspecto no tiene un brillo lubricado y limpio, y es necesario procesarlo para conseguir el efecto esperado.
La calidad de las piezas moldeadas de fibra de vidrio utilizadas en la producción de máquinas de enrejado de fibra de vidrio tiene un impacto significativo en el aspecto de los productos y también está estrechamente relacionada con el grado de lubricación. Además de la calidad de estos materiales, lo importante es la destreza general de la calidad del molde y su vida útil. Sin embargo, los moldes de fibra de vidrio de producción nacional son una buena estructura, pero en comparación con otros países industrializados, la calidad de apariencia de los productos es pobre, así como la falta de materiales de molde, equipos de fabricación y condiciones. Y lo que es más importante, la mayoría de los fabricantes nacionales no conceden gran importancia a estos detalles, como hacen algunas fábricas extranjeras, y confían principalmente en la experiencia en el mecanizado de precisión de la superficie del molde.

A continuación se presenta la tecnología de procesamiento de apariencia de los moldes de fibra de vidrio:
1. Método de rectificado con agua - innovación de modos nuevos o antiguos, el papel de lija de agua se utiliza para el rectificado con agua. Papel de lija de agua se utiliza en el punto de partida de la molienda de agua, por lo general de 600. Algunos usuarios, con el fin de mejorar la eficiencia del trabajo, el uso de papel de lija de agua más gruesa para moler directamente de 400 a 400, rápidamente molienda. Pero no sé si la falta de pulido de las marcas de lija gruesa después de lijar con lija fina requiere volver a pulir. Entonces 600 a 800, 1000, 1200, 1500 (o 2000) la gente perdió, y todos sus esfuerzos fueron en vano.
2. Al pulir, pula primero la superficie superior del molde y, a continuación, utilice una pulidora eléctrica para pulirlo. Cuando la máquina pulidora inicie la operación circular en espiral, no descargue el hierro fundido del molde. La tarea principal es el pulido en bruto. Hasta ahora, en términos generales, el pulido áspero requiere al menos dos moldes para completarse con relativa suavidad. A continuación, pulir en bruto las fibras gruesas de la nueva placa, añadir agente de pulido fino y pulido, y repetir la operación anterior. El espesor del agente de pulido es diferente del de la placa rugosa, y tratar de corresponder a uno para cada máquina de pulido.
3. Limpie el molde. Durante el proceso de limpieza del molde, el aceite residual y el agente de liberación en el sellador de pulido pueden adherirse firmemente al molde. A continuación, utilice Biquan y el molde para fregar dos veces. Para la segunda limpieza del molde, utilice una gasa para fregar la superficie del molde, séquelo y aplique agua de limpieza de moldes para dejar que se evapore y se seque por completo (aproximadamente media hora). Por último, utilice una lámpara limpia y seca.

4. Cierre el molde, y de acuerdo con los requisitos para completar el producto de fibra de vidrio, normalmente se considera completo después del tercer pulido. Sin embargo, si sólo se pule la superficie del molde, habrá muchos agujeros invisibles. En los requisitos de precisión de la fibra de vidrio, tenemos que sellar estos pequeños agujeros, de modo que la precisión de la fibra de vidrio se puede aumentar en gran medida, y el refuerzo de plástico puede alcanzar un nivel superior. Aplique el sellador uniformemente en la superficie del molde con una gasa, luego seque (unos 30-60 minutos), y luego limpie con un paño limpio y seco para lubricar. El molde nuevo también se ha sellado cuatro veces, pero si el molde viejo es innovador, se puede sellar dos veces.
5. Cuando desmoldeo, la producción debe llevarse a cabo de acuerdo con diferentes espesores de productos de fibra de vidrio, y diferentes agentes de desmoldeo también debe ser seleccionado durante la operación. Fundición moldeada de fibra de vidrio de artículos sanitarios, con un espesor de producto de fibra de vidrio de unos 5 milímetros, y el vidrio de curado de calefacción en lugar de utilizar cera de desmoldeo de alta temperatura o el espesor del sustrato. Intente aplicar la cera desmoldeante de hormigón con una gasa, con una cantidad adecuada de cera desmoldeante bien adherida a la película. A continuación, apriete la gasa uniformemente y aplíquela en el exterior del molde. Esto no sólo garantiza la uniformidad, sino que también ahorra mucha cera esparcida sin decapar, dejando que se seque (30-60 minutos). A continuación, limpie la bolsa de gasa a mano y límpiela o púlala con una pulidora para sacarle brillo. Aplique 4-5 veces la cantidad de cera desmoldeante nueva antes de usarla. Después de desmoldar los 10 primeros productos, se puede retirar la última cera después de cada desmoldado.
Con el fin de mejorar la velocidad de terminación, la eficiencia de trabajo y el rendimiento de desmoldeo de los paneles de rejilla de fibra de vidrio, una vez recubiertos con agente de desmoldeo, la planitud de tales productos es muy buena, y también puede evitar el uso repetido de cera de desmoldeo para la limpieza debido al ensuciamiento de la cera. La cera de desmoldeo o la cera de desmoldeo limpia reutilizable es propensa a la oxidación tras un almacenamiento prolongado, causando daños innecesarios a los productos de fibra de vidrio. Lo anterior es el contenido completo del proceso de tratamiento de superficies para producir paneles de rejilla de fibra de vidrio.